
Opțiuni pentru prevenirea scurgerilor de pungi de filtrare în centralele electrice pe cărbune: Comparația procesului de acoperire adezivă și procesul de aplicare a benzii PTFE
2025-02-25
În general, este preferat procesul de topire la caldpungă de filtruPrevenirea scurgerilor și, atunci când nu poate fi utilizat procesul de topire la cald, poate fi ales procesul de acoperire adezivă sau procesul de bandă PTFE. Datorită condițiilor complexe de gaze de ardere și a mediului dur al centralelor electrice pe cărbune, am evaluat procesul de acoperire adezivă și procesul de bandă PTFE în ceea ce privește rezistența la căldură și rezistența la coroziune a acidului pentru a oferi o referință pentru selectarea măsurilor de prevenire a scurgerilor de pungi.
1 bandă PTFE Rezistență la căldură
Temperatura gazelor de ardere a centralelor electrice pe cărbune este de obicei peste 100 ℃, unele condiții speciale pot atinge 170 ℃, iar temperatura de funcționare instantanee poate ajunge chiar mai mult de 200 ℃. Pentru a simula condițiile reale de muncă ale mediului la temperaturi ridicate, specificația eșantioanelor de testare de 5 × 5 cm plasate într-un cuptor cu temperaturi ridicate, tratament termic la 200 ℃ în condiții de 24 de ore pentru a observa modificările sale aparente. Așa cum se arată în figura 1, din comparația eșantioanelor acoperite cu bandă adezivă și PTFE înainte și după un tratament cu temperaturi ridicate, se poate observa că aspectul probelor acoperite cu adeziv a devenit ușor de culoare gălbuie, dar etanșarea a fost ferm legată de substratul materialului filtru; În timp ce banda PTFE a suferit o contracție evidentă, iar marginile benzii PTFE au exudat o substanță evidentă galben închis. Prin urmare, se poate demonstra că fuziunea de bandă PTFE și cusături nu depinde de fuziunea termică a PTFE și a substratului, ci de adeziv, care nu este potrivit pentru medii la temperaturi ridicate.
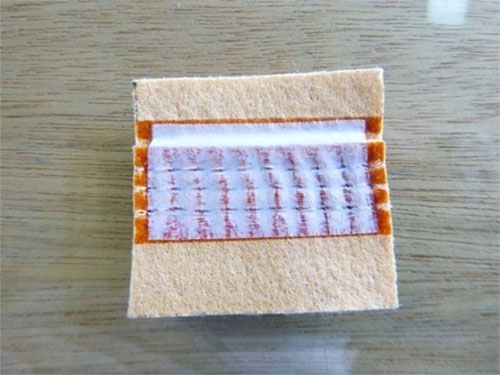
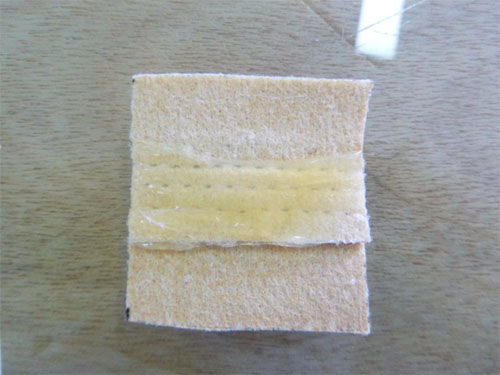
Fig. 1 Probele după tratamentul cu temperaturi ridicate (imagine stângă acoperită cu lipici, imagine dreaptă cu bandă PTFE)
2. Rezistența acidului
Sulful din cărbune este ars pentru a genera SO2, apoi oxidat și contactat cu apă pentru a forma acid sulfuric extrem de coroziv, care va avea un anumit efect asupra etanșantului și a benzii PTFE folosite pentru etanșarea pinului. Pentru a simula condițiile reale de muncă ale mediului de coroziune acid, specificația probelor de test de 5 × 5 cm plasate în soluție de acid sulfuric 35%, imersată în 24 de ore pentru a observa modificările aparente. Așa cum se arată în figura 2, eșantioanele prelucrate prin procesul de acoperire adezivă după tratamentul cu soluție de acid sulfuric, aspectul culorii nu se schimbă semnificativ, adezivul este ușor lipicios, dar etanșarea poate fi ferm legată de substratul de filtru; Eșantioanele procesate cu bandă PTFE prelucrată de soluția de acid sulfuric, banda PTFE se încadrează, iar substratul de filtru este aproape separat, ceea ce se poate datora adezivului benzii PTFE nu este rezistentă la acid, ceea ce duce la căderea benzii PTFE. Prin urmare, în aplicațiile de inginerie, banda PTFE este predispusă să cadă în medii corozive acid, ceea ce duce la eșecul de etanșare a găurilor și riscul scurgerii de praf, astfel încât procesul de acoperire adezivă este mai potrivit pentru medii corozive acid puternice.


Fig. 2 Probele după tratamentul cu acid sulfuric (imagine stângă acoperită cu lipici, imagine dreaptă cu bandă PTFE)
În rezumat, prin comparația testului se poate constata că procesul de acoperire adezivă are o rezistență la căldură mai bună și o rezistență la coroziune a acidului în comparație cu procesul de bandă PTFE.
3. Studiu tipic de caz
În septembrie 2016, a fost pus în funcțiune un cazan din orașul Hengyang, provincia Hunan, folosind geanta de filtru tratată cu procesul de bandă PTFE la gaura producătorului A, și Apungă de filtrua fost selectat la întâmplare pentru testare și evaluare după 12 luni de funcționare.
Din exteriorul sacului de filtru, gaura de filtru este sigilată cu bandă PTFE, iar capul, corpul și partea inferioară a pungii prezintă multiplu bombă și decojire a benzii PTFE. Așa cum se arată în figura 3.1, banda PTFE a fost bombată în poziția locală a corpului sacului. Din cauza bombării și a căderii din banda PTFE, a rămas o cantitate mare de praf în interiorul pungii, iar sub microscop, s -a observat că praful s -a răspândit la marginea găurilor, iar găurile locale ar putea fi văzute a avea o infiltrare evidentă a prafului.


Fig. 3 bandă PTFE care se bombă în poziția locală a sacului de filtru (imaginea din stânga arată efectul general, imaginea din dreapta arată mărirea locală a microscopului)
4. Concluzie
Pungă de filtruDeoarece componenta de bază a filtrului de pungi, poate apărea scurgeri de praf, pentru a reduce riscul de evadare a prafului cauzat de emisia de standarde excesive, trebuie să fie apucată de sursa producției de scurgeri de pungi de filtru în conformitate cu cerințele de utilizare a tehnologiei de fuziune termică preferată, atunci când nu este posibil să utilizezi procesul de fuziune de fuziune, pe care să le poți alege, atunci când nu este posibil să folosești ADHETIVE COATEing și să pastim. proces. Rezultatele experimentale arată că procesul de acoperire adezivă are o rezistență la căldură mai bună și o rezistență la coroziune a acidului decât procesul de bandă PTFE; Și există riscul ca banda PTFE să cadă și praful să pătrundă prin găuri atunci când se aplică efectiv procesul de bandă PTFE. Prin urmare, atunci când nu poate fi utilizat procesul de topire la cald, trebuie utilizat un proces de acoperire adezivă mai fiabil, iar procesul de bandă PTFE trebuie selectat cu atenție.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy