
Cum să alegeți procesul de prevenire a scurgerilor de filtru?
2024-09-27
După cum am menționat anterior, există 3 procese de evitatpungă de filtruscurgere. Tratamentul cu topire la cald este cea mai bună metodă, cu un efect redus de prevenire a scurgerilor. Când procesul de topire la cald nu poate fi utilizat, cum ar trebui să alegem celelalte două procese? Luând ca exemplu gazul de ardere al centralelor electrice pe cărbune, următorul evaluează procesul de acoperire și procesul de bandă PTFE din cele două aspecte ale rezistenței la căldură și ale rezistenței la coroziune a acidului, oferind o referință pentru selectarea măsurilor de prevenire a scurgerii pungii de filtru.
1 bandă PTFE Rezistență la căldură
Temperatura gazelor de ardere a centralelor electrice pe cărbune este de obicei peste 100 ° C, iar în unele condiții speciale de muncă poate ajunge la 170 ° C, iar temperatura de funcționare instantanee poate ajunge chiar peste 200 ° C. Sacii de filtrare utilizate în centralele termice trebuie să poată lucra în medii cu temperaturi ridicate. Pentru a simula mediul de temperatură ridicată a condițiilor de muncă reale, probele de testare cu o specificație de 5 × 5 cm au fost plasate într-un cuptor cu temperaturi ridicate, iar modificările lor de aspect au fost observate după tratamentul termic la 200 ° C timp de 24 de ore. Așa cum se arată în figura 2.1, din comparația eșantioanelor tratate prin acoperirea lipiciului și procesul de bandă PTFE înainte și după un tratament cu temperatură ridicată, se poate observa că culoarea aspectului eșantionului acoperit cu lipici ușor transformat ușor, dar etanșarea a fost ferm legată de substratul materialului filtru; În timp ce banda PTFE s -a redus semnificativ, iar substanțele evidente de galben închis se scurgeau din marginea benzii PTFE. Prin urmare, se poate explica că fuziunea benzii PTFE și a cusăturii nu se bazează pe fuziunea termică a PTFE și a substratului, ci pe adeziunea adezivului, iar acest tip de adeziv nu este potrivit pentru medii la temperaturi ridicate.
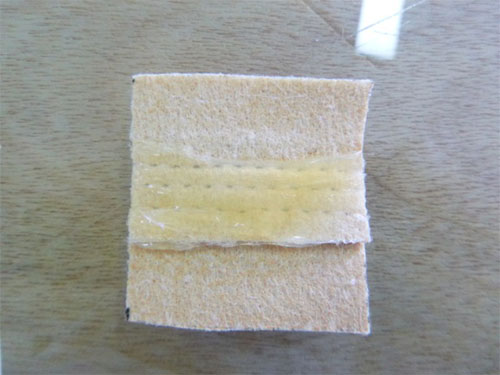
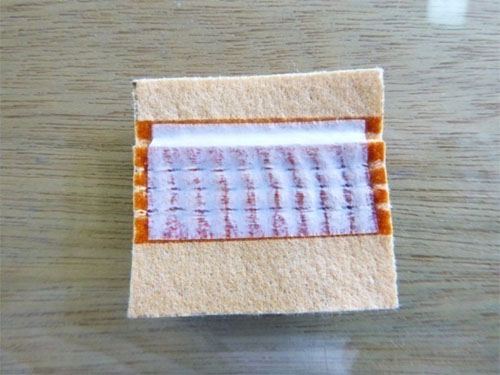
Figura 1 Proba după tratamentul cu temperaturi ridicate (imaginea superioară arată acoperită cu lipici, iar imaginea inferioară arată banda PTFE)
2 rezistență la coroziune a acidului
Sulful este produs atunci când cărbunele este ars, iar apoi acidul sulfuric cu proprietăți corozive puternice se formează după oxidare și contact cu apa, care va avea un anumit efect asupra etanșantului și a benzii PTFE folosite pentru a etanșa găurile. Pentru a simula mediul coroziv acid în condiții de muncă reale, a fost plasat un eșantion cu o specificație de 5 x 5 cm într -o soluție de acid sulfuric de 35% și observată pentru modificări semnificative după 24 de ore de imersiune. Așa cum se arată în figura 2.3, eșantionul tratat cu adeziv nu are o schimbare evidentă a culorii în aparență după contactul cu soluția de acid sulfuric, iar coloidația este ușor lipicioasă, dar etanșarea poate fi aderentă ferm la substratul materialului filtru; Eșantionul tratat cu bandă PTFE este detașat după contactul cu soluția de acid sulfuric și este aproape separat de substratul materialului filtrului. Motivul poate fi că adezivul benzii PTFE nu este rezistent la coroziunea acidă, ceea ce duce la decojirea benzii PTFE. Prin urmare, este mai potrivit să utilizați procesul de acoperire adezivă în aplicațiile de inginerie, unde benzile PTFE sunt predispuse la decojirea în medii corozive cu acid puternic, ceea ce duce la riscul de defectare a etanșării și scurgeri de praf.


Figura 2 Probele după tratamentul cu acid sulfuric (imaginea superioară arată acoperită cu lipici, iar imaginea inferioară arată banda PTFE)
În concluzie, comparațiile experimentale arată că rezistența la căldură și acid a procesului de acoperire adezivă este superioară procesului de bandă PTFE.
3. Analiza tipică a cazurilor
După un an de utilizare, geanta de filtru a clientului cu bandă PTFE a avut o mulțime de probleme.
Am observat căpungă de filtrua avut o serie de bombe de bandă PTFE și vărsare la exterior. Aceasta a fost pe gaura, capul pungii, corpul pungii și partea inferioară a pungii. Figura 3.1 prezintă banda PTFE care se bombă în corpul sacului. Banda este bombată, cade și lăsând mult praf în interior. Când ne -am uitat la el la microscop, am putut vedea că praful s -a răspândit la marginea găurilor și a intrat în gaura locală.


Figura 3.1 Banda PTFE bombă într -o parte a pungii de filtru (imaginea superioară este imaginea cu efect general, imaginea inferioară este o imagine parțială a microscopului mărit)
4 Concluzie
Geanta de filtrare ca componentă de bază a filtrului de pungi,pungă de filtruCusăturile la gaura de pin poate apărea scurgeri de praf, pentru a reduce riscul de scurgere de praf cauzată de emisii excesive, trebuie să fie apucate de la sursa producției de scurgeri a pungilor de filtru pentru a satisface cerințele utilizării procesului de cusături de filtru de filtru, atunci când nu este posibil să se utilizeze procesul de topire pentru cusături. Rezultatele experimentale arată că procesul de acoperire adezivă are o rezistență mai bună la căldură și o rezistență la coroziune a acidului decât procesul de bandă PTFE. În plus, există un risc de decojire a benzii PTFE și penetrarea prafului prin găurile din aplicațiile practice ale benzii PTFE. Prin urmare, atunci când nu este posibil să utilizați procesul de topire la cald, trebuie să alegeți un proces de acoperire adezivă fiabilă și puternică, alegerea procesului de bandă PTFE trebuie să fie atentă.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy